1. 挤出头
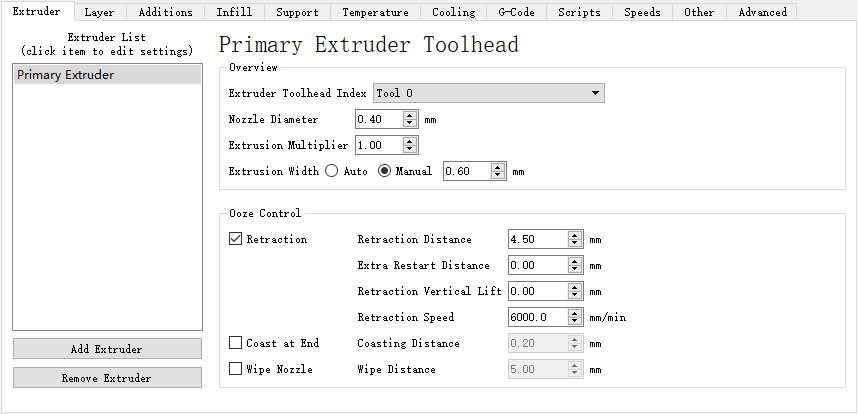
挤出宽度:增大挤出宽度可以加快打印速度,设置为喷嘴直径的90%~150%。如果出现水平方向缝隙过大的情况,可以适当增大挤出宽度。
回抽长度:挤出机反转,将耗材从喷嘴里抽出的距离。近程挤出一般设1-3mm,远程挤出一般设4-8mm。如果喷头空走时拉丝漏料比较多,可适当增加回抽长度,具体数值需要自己根据打印机和耗材性能进行测试。
2. 层
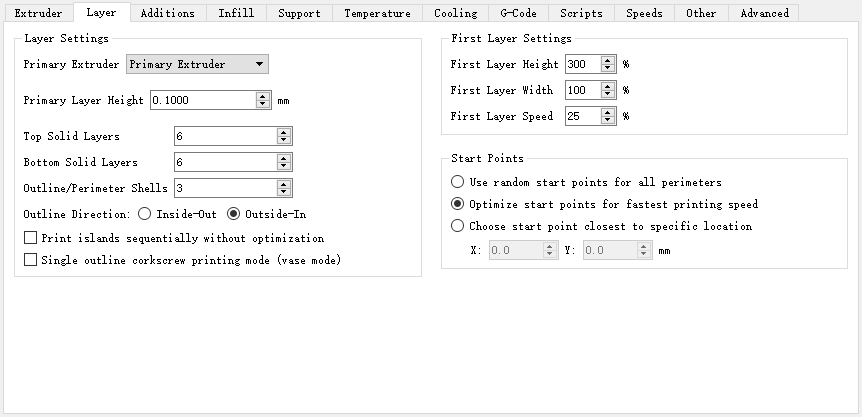
层高:一般设置为喷嘴直径的20%~80%,越小越精细,越大打印时间越短,一般设置为0.1mm。过小的层高,挤出机很难稳定挤出,会导致模型表面反而不如0.1mm层高时光滑。
首层高度:不加衬垫的情况下,设大一点,可以是模型更好的粘附平台。
首层降速:不加衬垫的情况下,越小越能更好地粘附平台。